
















Ошибки чтения энкодера: загрязнение, зазоры и другие причины
Энкодер — ключевой элемент обратной связи в системе управления станком с ЧПУ. Именно от него зависит, насколько точно система знает реальное положение оси, вала или шпинделя. Когда энкодер начинает давать ошибочные данные, последствия разнообразны: от едва заметного дрейфа позиции до полной аварийной остановки оборудования. Понимание причин ошибок чтения позволяет быстро локализовать проблему и устранить её с минимальными потерями времени и средств.
- Что такое ошибка чтения энкодера
- Загрязнение оптики и считывающих элементов
- Неверный зазор между головкой и шкалой
- Кабель и разъёмы
- Вибрация и ошибки монтажа
- Электромагнитные помехи
- Износ подшипников и механический люфт
- Температурные факторы
- Пошаговая диагностика
- Профилактика и регламент обслуживания
- FAQ
- Связанные материалы
Что такое ошибка чтения энкодера
Энкодер преобразует механическое перемещение или угол поворота в электрический сигнал, который система ЧПУ использует для управления движением. Подробнее об устройстве и разновидностях датчиков читайте в статье «Энкодеры и их разновидности». Ошибка чтения означает, что сигнал, поступающий от энкодера в контроллер, не соответствует реальному положению или скорости исполнительного механизма.
Проявления ошибок чтения можно разделить на три группы:
- Полная потеря сигнала — система ЧПУ не получает данных от энкодера и формирует аварийный сигнал (например, Encoder Disconnected, Feedback Error). Ознакомиться с типичными кодами таких аварий можно в материале «FANUC ЧПУ: коды ошибок».
- Нестабильный или зашумлённый сигнал — система получает импульсы, но они содержат паразитные выбросы; итогом становятся рывки привода, нестабильность скорости или дрейф координаты.
- Пропуск импульсов и потеря счёта — инкрементальный энкодер теряет часть импульсов, накапливается ошибка позиционирования.
Важно понимать: в большинстве случаев сам датчик исправен, а причина кроется в условиях эксплуатации или монтажа. По данным сервисных центров, неисправность кабеля или разъёма является наиболее частой причиной «необъяснимых» ошибок энкодера на станках с ЧПУ.
Загрязнение оптики и считывающих элементов
Загрязнение — одна из самых распространённых скрытых причин потери сигнала. Оптические энкодеры особенно уязвимы: пыль, масляный туман, стружка и конденсат попадают на диск или линзу считывающей головки и искажают световой поток. Мелкие частицы способны привести к тому, что две соседние инкрементальные линии считываются как одна, — это вызывает пропуск импульсов и накопленную ошибку позиции.
Типичные загрязнители и их источники
| Загрязнитель | Источник | Тип энкодера в зоне риска |
|---|---|---|
| Масляный туман / СОЖ | Зона обработки, шпиндель | Оптический (вращательный и линейный) |
| Металлическая пыль / стружка | Резание, шлифование | Оптический; магнитный (намагничивает частицы) |
| Конденсат / влага | Перепады температур, открытые зоны станка | Все типы |
| Пыль окружающей среды | Неуплотнённые корпуса, открытые кабель-каналы | Оптический |
Особую опасность представляет металлическая пыль для магнитных энкодеров: ферромагнитные частицы притягиваются к намагниченной ленте или диску и изменяют магнитный рисунок, что приводит к систематическим ошибкам позиционирования.
Что делать при загрязнении
- Выключить оборудование, снять считывающую головку согласно документации производителя.
- Оптические поверхности (линзы, диск, шкалу) очистить безворсовой салфеткой, смоченной изопропиловым спиртом; не использовать абразивные материалы.
- После чистки проверить сигнал осциллографом или диагностическим ПО — амплитуда синусоидальных сигналов должна соответствовать паспортным значениям.
- Для сред с высокой концентрацией масляного тумана предусмотреть дополнительные уплотнения или перейти на закрытые линейные шкалы с классом защиты IP67 и выше.
О выборе оптических линеек с учётом условий эксплуатации подробно написано в статье «Производители оптических линеек для станков с ЧПУ».
Неверный зазор между считывающей головкой и шкалой
Для линейных и угловых энкодеров критически важен рабочий зазор между считывающей головкой и шкалой (или диском). Производители задают жёсткие допуски: типичное значение зазора для линейных оптических энкодеров составляет 1,0 ± 0,5 мм, а параллельность поверхностей не должна нарушаться более чем на 0,1 мм по всей длине хода.
Если зазор выходит за допустимые пределы, амплитуда сигнала падает, а при слишком малом зазоре возможен физический контакт головки со шкалой — это приводит к немедленному выходу энкодера из строя. Правильное выравнивание считывающей головки относительно кольца энкодера является критически важным условием надёжной работы датчика.
Причины нарушения зазора
- Естественный износ направляющих или опор, из-за которого каретка «проседает».
- Тепловое расширение деталей станка при длительной работе.
- Удар или столкновение (например, при сбое референсного хода).
- Несоответствие монтажной поверхности требованиям плоскостности (допуск обычно 0,1 мм).
- Неправильная установка при техническом обслуживании.
Тема измерения и компенсации геометрических ошибок станка детально раскрыта в материале «Etalon Laser Tracer NG: системное решение для калибровки и проверки станков».
Контроль зазора
Для проверки используют щуповые меры или индикатор часового типа, закреплённый на считывающей головке. После настройки зазора рекомендуется прогнать ось по полному ходу и проверить стабильность амплитуды сигнала. Допуск по параллельности шкалы и направляющей обычно составляет 0,1 мм на всю длину хода — этот параметр указывают в документации производителя.
Кабель и разъёмы
Повреждение кабеля или окисление разъёма — самая частая причина «непонятных» ошибок энкодера на станках с ЧПУ. Кабель энкодера постоянно подвергается вибрациям, перегибам в местах прокладки через кабель-цепи (гибкие кабелеукладчики), а также электрическим наводкам от силовых кабелей привода.
Характерные неисправности кабеля
- Обрыв жилы внутри изоляции — кабель выглядит целым, но одна или несколько жил не проводят ток. Проявляется как пропадающий сигнал при определённых положениях оси или скоростях движения.
- Межжильное замыкание — возникает при пережатии кабеля или старении изоляции; вызывает перекрёстные помехи между каналами A, B и Z.
- Замыкание на экран или корпус — экранирующая оплётка должна быть заземлена только со стороны усилителя (сервоусилителя / блока ЧПУ); двустороннее заземление создаёт контурные токи и индуцирует шум.
- Окисление разъёма — влага и промышленная атмосфера постепенно разрушают контакты; сопротивление растёт, уровень питания на датчике падает ниже нормы.
Для диагностики кабеля используют мультиметр (прозвонка каждой жилы от разъёма до разъёма) и измерение напряжения питания непосредственно на корпусе энкодера под нагрузкой. Если вместо номинальных +5 В фиксируется +4,2 В и ниже — виноваты либо повышенное сопротивление кабеля, либо высокое потребление самого датчика. Подробнее о типах соединителей для инкрементных преобразователей читайте в соответствующем справочном материале.
При замене кабеля необходимо подбирать аналог с тем же числом жил, сечением и экранированием, что и оригинал. Прокладку вблизи силовых кабелей привода следует избегать или использовать раздельные кабель-каналы.
Вибрация и ошибки монтажа
Вибрация является одним из наиболее коварных источников ошибок, поскольку её воздействие носит непостоянный характер и нередко маскируется под программные или электрические неисправности. Вибрация компонента энкодера, изменяющая зазор между решётками или между шкалой и фотодетекторами, непосредственно влияет на распределение интенсивности в муаровых полосах и вводит погрешность в процесс считывания.
Основные вибрационные факторы
- Несоосность муфты: даже небольшая угловая или параллельная расцентровка создаёт микровибрации и нарушает считывание оптического диска. После точной центровки вала и замены жёсткой муфты на сильфонную точность позиционирования возвращается в норму.
- Резонанс корпуса: при определённых частотах вращения шпинделя или подачи корпус энкодера может войти в резонанс; система управления интерпретирует высокочастотный шум как реальное движение и непрерывно подруливает сервоприводом.
- Ослабленные крепления: незатянутые болты кронштейна считывающей головки приводят к периодическому изменению зазора.
При диагностике вибрационных ошибок важно учитывать следующий признак: механические проблемы, как правило, постоянны и зависят от угла поворота вала, тогда как электрические проблемы зависят от нагрузки, тормозных циклов или работы соседнего оборудования.
Ошибки монтажа также включают неправильное ориентирование энкодера в пространстве, превышение допустимого крутящего момента затяжки, отсутствие компенсатора углового люфта (bellows coupling) между валом двигателя и валом датчика. Для сервоприводов с высокой динамикой особенно важно соблюдать допуски на соосность, указанные производителем энкодера.
Электромагнитные помехи (ЭМП)
В промышленной среде источниками электромагнитных помех для энкодеров служат: силовые кабели частотных преобразователей, катушки реле и контакторов, инверторы шпинделя, сварочное оборудование в непосредственной близости от станка. Оптические энкодеры чувствительны к прямому воздействию внешних источников света (например, сварочной дуги), а магнитные датчики подвержены влиянию сильных магнитных или радиочастотных полей.
Симптомы ЭМП-помех
- Случайные, нерегулярные ошибки без явной связи с положением оси.
- Ошибки усиливаются при включении рядом расположенного оборудования (пресс, сварочный аппарат, другой привод).
- На осциллограмме сигнала каналов A/B видны высокочастотные выбросы, не связанные с вращением.
Меры защиты от ЭМП
- Использовать дифференциальный интерфейс RS-422 (Line Driver) вместо одиночного TTL-выхода — дифференциальная пара имеет принципиально лучшую помехозащищённость.
- Прокладывать кабели энкодера в отдельных металлических кабель-каналах, разнесённых от силовых кабелей не менее чем на 100 мм.
- Экран кабеля заземлять только с одной стороны (со стороны усилителя / стойки ЧПУ).
- Для длинных трасс (более 10–15 м) рассмотреть промежуточный усилитель-повторитель сигнала.
О том, как влияет выбор преобразователя частоты на уровень помех в цепях обратной связи, читайте в статье «Для чего необходим преобразователь частоты».
Износ подшипников и механический люфт
Износ подшипников самого энкодера или двигателя вносит осевой и радиальный люфт вала. Это критично для прецизионных систем позиционирования: вал начинает «гулять» под нагрузкой, и оптический диск внутри энкодера может начать касаться считывающей головки. Если муфта ослаблена или имеет внутренние дефекты, между валами появляется люфт, и энкодер начинает запаздывать при смене направления движения, создавая ошибки позиционирования.
Диагностика: при выключенном оборудовании вручную покачайте вал энкодера в осевом и радиальном направлениях. Любой ощутимый люфт — повод для замены подшипников или всего датчика. Параллельно проверьте подшипники двигателя: их износ часто является первопричиной, а не следствием.
Для роторных датчиков угловых перемещений дополнительную информацию по конструкции и допустимым нагрузкам можно найти в справочнике по преобразователям угловых перемещений.
Температурные факторы
Температура влияет на энкодер сразу по нескольким направлениям. Во-первых, тепловое расширение деталей станка изменяет зазор между считывающей головкой и шкалой, особенно заметное при длинных линейных шкалах. Во-вторых, энкодеры, расположенные в зоне выхлопа горячего воздуха двигателя или вблизи нагревательных элементов, могут работать вне допустимого температурного диапазона, что приводит к нестабильности электроники. В-третьих, резкие перепады температуры вызывают конденсацию влаги внутри корпуса датчика.
Температурные погрешности линейных шкал особенно значимы при длине хода свыше 500 мм. Для компенсации используют материалы с низким ТКЛР (Invar, стекло Zerodur) или программную коррекцию в системе ЧПУ. Подробнее о системах измерения с учётом температурных факторов читайте в статье о датчиках линейных перемещений.
Пошаговая диагностика ошибок чтения энкодера
Системный подход к диагностике позволяет сократить время простоя станка и избежать ненужной замены дорогостоящих компонентов. Ниже приведён универсальный алгоритм, применимый для большинства систем ЧПУ.
Шаг 1. Фиксация симптомов
Запишите код ошибки ЧПУ, ось, на которой она возникает, условия появления (при пуске, на определённой скорости, в конкретном положении). Проверьте, воспроизводится ли ошибка стабильно или носит случайный характер. Случайные ошибки чаще указывают на кабельные или помеховые проблемы, стабильные — на механические или оптические.
Шаг 2. Проверка питания энкодера
Измерьте напряжение питания непосредственно на разъёме энкодера под нагрузкой. Падение ниже номинала (например, ниже 4,5 В при номинале 5 В) указывает на высокое сопротивление кабеля или повышенное потребление датчика.
Шаг 3. Визуальный осмотр кабеля и разъёмов
Осмотрите кабель по всей трассе, уделяя особое внимание местам перегиба в кабелеукладчике. Проверьте целостность контактов разъёма, наличие следов окисления или влаги. Прозвоните каждую жилу и проверьте отсутствие межжильных замыканий.
Шаг 4. Осмотр считывающей головки и шкалы
Проверьте наличие загрязнений на оптических поверхностях. Измерьте текущий зазор щуповой мерой и сравните с паспортным значением. Проверьте параллельность шкалы и направляющей по всему ходу.
Шаг 5. Осциллографирование сигнала
Подключите осциллограф к каналам A и B (и Z при наличии) непосредственно на разъёме энкодера. Проверьте: амплитуду сигнала, соотношение скважности (должно быть близко к 50/50), фазовый сдвиг 90° между каналами A и B, наличие паразитных выбросов. Нарушение любого из этих параметров указывает на конкретную группу причин.
Шаг 6. Замена кабеля или энкодера по результатам диагностики
Если диагностика указывает на кабель — замените его на заведомо исправный аналог и повторите проверку. Если проблема сохраняется после замены кабеля — виноват сам датчик или механика. Приобрести сменные энкодеры и измерительные системы для станков с ЧПУ можно в разделе «Энкодеры» нашего каталога.
Таблица симптомов и наиболее вероятных причин
| Симптом | Наиболее вероятная причина | Первоочередная проверка |
|---|---|---|
| Постоянная аварийная остановка при пуске | Обрыв кабеля, нет питания | Прозвонка кабеля, напряжение питания |
| Случайные ошибки раз в смену | Плохой контакт в разъёме, ЭМП | Разъёмы, осциллограмма сигнала |
| Дрейф координаты в течение смены | Пропуск импульсов (загрязнение, зазор) | Осмотр оптики, зазор |
| Рывки привода на малых подачах | Шум в сигнале (ЭМП, вибрация муфты) | Осциллограмма, центровка муфты |
| Ошибка позиционирования при смене направления | Люфт муфты или подшипников | Проверка люфта вала энкодера |
| Ошибки только при прогреве станка | Тепловое расширение, конденсат | Зазор в горячем состоянии, уплотнения |
Профилактика и регламент обслуживания
Большинство неисправностей энкодеров можно предотвратить регулярным техническим обслуживанием. Рекомендуемый минимальный регламент:
Ежемесячно
- Визуальный осмотр кабелей на предмет потёртостей и перегибов, особенно в кабель-цепях.
- Проверка надёжности затяжки разъёмов.
- Осмотр уплотнений считывающей головки на предмет загрязнения.
Раз в квартал
- Чистка оптических поверхностей шкалы и считывающей головки.
- Проверка и корректировка зазора между головкой и шкалой.
- Контроль питающего напряжения на датчике под нагрузкой.
- Проверка люфта вала энкодера.
Раз в год
- Комплексная проверка сигналов осциллографом.
- Проверка параллельности шкалы и направляющей.
- Оценка состояния подшипников двигателя и энкодера.
- Обновление карты замеров зазоров для всех осей.
Регулярно отслеживайте качество сигнала и скважность, отслеживайте уровень загрязнения среды, внедряйте надлежащий контроль окружающей среды для защиты энкодеров от пыли, влаги и температурных экстремумов. Для систематической поверки точности станка в целом рекомендуем воспользоваться услугой «Проверка и повышение точности станков».
При выборе нового энкодера для замены или модернизации руководствуйтесь обзором «Производители энкодеров для промышленности: что выбрать в 2025 году», где сравниваются ключевые бренды и серии.
FAQ: часто задаваемые вопросы
Чем отличается ошибка оптического энкодера от ошибки магнитного?
Оптические энкодеры чувствительны к загрязнению оптических поверхностей, прямому засветке и запылённости; их диск может быть повреждён механически. Магнитные энкодеры устойчивее к загрязнению маслом и пылью, однако страдают от сильных магнитных полей, попадания ферромагнитных частиц на ленту и отказов подшипников. Для агрессивных сред рекомендуются магнитные или индуктивные датчики с классом защиты IP67 и выше.
Может ли ошибка энкодера быть вызвана программно?
Программные параметры (фильтры, разрешение, тип интерфейса) могут усугублять проявление аппаратной проблемы, но не являются её первопричиной. Если смена параметров временно «убирает» ошибку, значит, она маскирует аппаратную неисправность, которую нужно устранить физически.
Стоит ли ремонтировать энкодер или сразу менять?
Если проблема только в кабеле или разъёме — однозначно ремонтировать: стоимость замены кабеля несопоставима со стоимостью нового датчика. Загрязнение оптики также поддаётся чистке в большинстве случаев. Механические повреждения диска, отказ подшипников или неисправность электроники — повод для замены или обращения в специализированный сервис.
Какой стандарт защиты выбрать для энкодера в зоне обработки?
Для зон с активным использованием СОЖ и металлической стружкой — IP67 как минимум, предпочтительно IP68. Для закрытых линейных шкал — герметичный корпус с уплотнительными губками. Посмотреть доступные варианты линейных датчиков можно в разделе «Измерительные датчики и системы» нашего каталога.
Как быстро определить — виноват энкодер или сервоусилитель?
Подключите заведомо исправный энкодер вместо подозреваемого (или поменяйте датчики между двумя осями). Если ошибка «переехала» вместе с датчиком — виноват энкодер; если осталась на той же оси — проблема в усилителе или кабеле. Дополнительные материалы по диагностике сервосистем ищите в разделе «Сервоприводы».
Связанные материалы
- Энкодеры и их разновидности: полный обзор
- Обзор производителей энкодеров для промышленности: что выбрать в 2025 году
- Датчики линейных перемещений
- Производители оптических линеек для станков с ЧПУ
- Производители измерительных систем для ЧПУ
- Справочник: преобразователи угловых перемещений
- Справочник: соединители инкрементных преобразователей
- Абсолютный датчик угловых перемещений с CANopen: техническое руководство
- Сервопривод: что это такое, как работает и как им управлять
- Проверка и повышение точности станков
Читайте также

Для продуктивной работы производственного цеха необходимо грамотно организовать его пространство. Чтобы сваривать детали быстрее и безопаснее, используют сварочный стол. Его преимущество — высокая прочность столешницы, устойчивость к экстремально высоким температурам, защита от металлических брызг в виде плазменного азотирования. Из этой статьи вы узнаете, какие бывают виды сварочных столов, по каким критериям их выбирать.
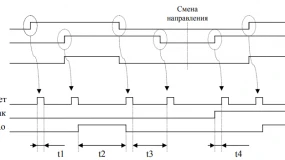
Предназначен для декодирования сигналов инкрементных преобразователей перемещения.

Для преобразования электроэнергии при изготовлении электротехнических устройств чаще всего используют асинхронные двигатели — электроприборы с вращающимся ротором. Особенность такого двигателя — это отличие скоростей, с которыми вращаются ротор и статорное магнитное поле. Узнайте, из чего состоит асинхронный двигатель, каких видов бывает, где используется и как его выбрать.